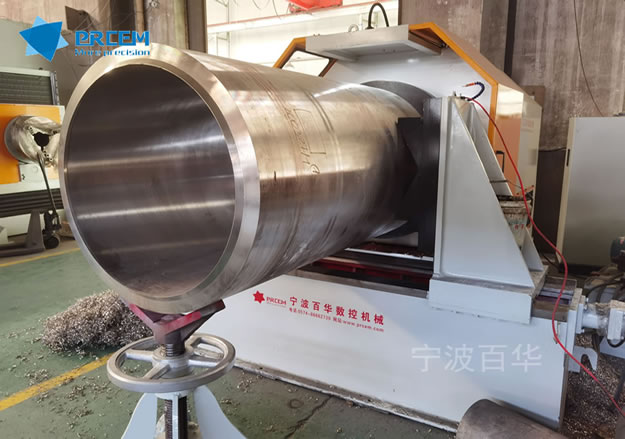
液壓系統(tǒng)管道安裝的焊接工藝
1�、焊接液壓管道的焊工應持有有效的高壓管道焊接合格證��。
2��、焊接工藝的選擇:乙炔氣焊主要用于一般碳鋼管壁厚度小于等于2mm的管子����。電弧焊主要用于碳鋼管壁厚大于2mm的管子����。管子的焊接*用氬弧焊�����。對壁厚大于5mm的管子應采用氬弧焊打底���,電弧焊填充����。必要的場合應采用管孔內充保護氣體方法焊接����。
3、焊條���、焊劑應與所焊管材相匹配���,其牌號必須有明確的依據(jù)資料�,有產品合格證�,且在有效使用期內���。焊條����、焊劑在使用前應按其產品說明書規(guī)定烘干���,并在使用過程中保持干燥�,在當天使用���。焊條藥皮應無脫落和顯著裂紋��。
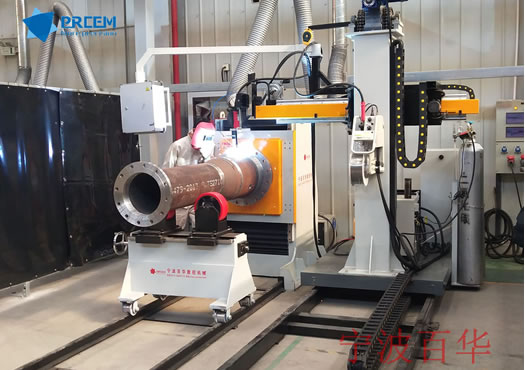
4��、液壓管道焊接都應采用對接焊�。焊接前應將坡口及其附近寬10~20mm處表面臟物���、油跡���、水份和銹斑等清除干凈。
5、管道與法蘭的焊接應采用對接焊法蘭��,不可采用插入式法蘭�����。
6�����、管道與管接頭的焊接應采用對接焊�,不可采用插入式的形式。
7���、管道與管道的焊接應采用對接焊���,不允許用插入式的焊接形式。
8�����、液壓管道采用對接焊時�����,焊縫內壁必須比管道高出0.3~0.5mm。不允許出現(xiàn)凹入內壁的現(xiàn)象��。在焊完后��,再用銼或手提砂輪把內壁中高出的焊縫修平����。去除焊渣����、毛刺,達到光潔程度�。
9、對接焊焊縫的截面應與管子中心線垂直�。
10、焊縫截面不允許在轉角處��,也應避免在管道的兩個彎管之間����。
11、在焊接配管時�����,必須先按安裝位置點焊定位,再拆下來焊接�,焊后再組裝上整形。
12�����、在焊接全過程中�����,應防止風���、雨�、雪的侵襲�。管道焊接后,對壁厚小于等于5mm的焊縫�����,應在室溫下自然冷卻��,不得用強風或淋水強迫冷卻�。
13、焊縫應焊透�����,外表應均勻平整。壓力管道的焊縫應抽樣探傷檢查���。
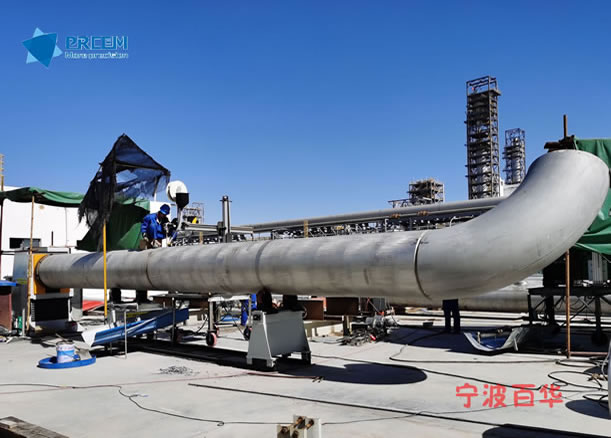
14����、管道配管焊接以后��,所有管道都應按所處位置預安裝一次����。將各液壓元件���、閥塊����、閥架�����、泵站連接起來��。各接口應自然貼和、對中���,不能強扭連接��。當松開管接頭或法蘭螺釘時���,相對結合面中心線不許有較大的錯位、離縫或蹺角�。如發(fā)生此種情況可用火烤整形消除。
15�、可以在全部配管完畢后將管夾與機架焊牢,也可以按需求交*進行����。
16、管道在配管�、焊接、預安裝后����,再次拆開進行酸洗磷化處理。經(jīng)酸洗磷化后的管道�����,向管道內通入熱空氣進行快速干燥。干燥后�,如在幾日就復裝成系統(tǒng)、管內通入液壓油��,一般可不作防銹處理���,但應妥善保管�。如須長期擱置����,需要涂防銹涂料���,則必須在磷化處理48小時后才能涂裝��。應注意�,防銹涂料必須能與以后管道清洗時的清洗液或使用的液壓油相容��。



 聯(lián)系我們
聯(lián)系我們

 當前位置:
當前位置: